Precision Breaks at the Edge
In molded fiber parts where the edge is defined after the part has been pressed, most production issues do not start in forming.
They start in trimming.
More specifically—how the edge is defined.
Scope: molded fiber parts trimmed after pressing
This applies to molded fiber parts where the edge is defined after the part has been pressed, through trimming or die cutting.
It does not apply to processes where the edge is formed in the mold.
Die cutting in molded fiber is where variability is introduced
In molded fiber parts where the edge is defined after the part has been pressed, trimming is often the primary source of variability.
The edge is not being defined in a controlled way.
This shows up as:
inconsistent edge quality after die cutting
variation introduced during trimming
poor repeatability from part to part
Why this problem exists
This segment of molded fiber sits between:
low-cost formed parts
high-precision molded processes with fully integrated tooling
Many applications require:
tighter tolerances
cleaner edges
more controlled geometry
But do not justify:
complex matched tooling
high capital investment associated with fully integrated molding systems
As a result, the edge is defined after the part has been pressed.
That decision introduces a new variable.
The assumption behind automation
On automated lines where molded fiber trays move through defined lanes and are positioned for insertion, the system assumes a uniform part.
Not visually uniform.
Functionally uniform.
Each tray must:
track consistently through the lane
seat the same way at pick
present the same position for insertion
That assumption depends on one thing:
a controlled, repeatable perimeter.
Where that control is created
In processes where the edge is defined after the part has been pressed, trimming becomes the controlling step for part consistency.
The edge is not defined during forming.
It is defined after the part has been pressed.
This is the point most programs overlook.
Without a controlled trimming step, the perimeter inherits variability from:
fiber distribution
moisture variation
press release behavior
The result is an edge that looks acceptable—but is not consistent.
Integrated die cutting in the after-press (molded fiber)
A die cut integrated into the after-press is what converts a formed part into a controlled part.
At this stage, the part is still fixed and referenced within the tooling.
This matters.
Because the perimeter is being defined:
in a controlled position
relative to the formed geometry
before the part is released into the system
This is fundamentally different from secondary trimming.
What it does
An integrated die cut in the after-press:
Defines the perimeter at the point of control
removes edge variation created during forming and pressing
establishes a consistent boundary condition
Locks in repeatability before the part enters automation
consistent tracking
stable positioning
predictable transfer and insertion
This approach eliminates many of the common molded fiber die cutting problems seen with secondary trimming.
What happens without edge control
The failure is not immediate.
It shows up as inconsistency:
trays do not track consistently in the lane
they shift slightly against guides
orientation changes before pick
placement and insertion begin to hesitate
Not every cycle.
Just enough to slow the system.
Operators intervene.
Flow recovers.
Then it repeats.
Common die cutting problems in molded fiber
Across these applications, the same issues appear:
inconsistent edge quality after trimming
burrs or loose fiber along the cut line
variation in perimeter geometry
poor repeatability between parts
These are not isolated issues.
They are a direct result of how the edge is defined.
Why small edge defects matter
This is not a bulk material issue.
It is a boundary condition problem.
Small variations at the edge—often introduced during trimming—change how the tray behaves:
a slight burr
loose fiber
debris along the cut line
minor variation in perimeter geometry
These are small deviations.
But they directly affect:
tracking
seating
positioning
Why this compounds at scale
At low volume, systems absorb variability.
At scale, they cannot.
As throughput increases:
tolerance tightens
cycle time compresses
variability accumulates
What was manageable becomes disruptive.
The line does not fail all at once.
It degrades.
Pressed parts vs. controlled parts
A pressed molded fiber part is not the same as a finished part.
Without a controlled edge, the perimeter is variable.
With an integrated die cut in the after-press, the perimeter becomes repeatable.
That difference is not cosmetic.
It is functional.
What actually stabilizes the system
Stability does not come from inspection.
It comes from controlling the edge—at the point where the perimeter is defined.
That is the role of the integrated die cut in the after-press.
Conclusion
Edge variation does not show up in a sample review.
It shows up in production.
And once the line is running, it is too late to correct it easily.
Precision does not break in the middle of the part.
It breaks at the edge.
And where the edge is defined after the part has been pressed, control must be built into the process.
Questions about die cutting in molded fiber
Why does die cutting create variability in molded fiber parts?
In parts where the edge is defined after the part has been pressed, trimming introduces variation in the perimeter. Small inconsistencies—such as burrs, loose fiber, or slight geometry changes—affect how the part seats, tracks, and positions in automated systems.
What are the most common die cutting problems in molded fiber?
The most common issues are inconsistent edge quality, loose fiber along the cut line, variation in perimeter geometry, and poor repeatability between parts. These issues originate in how the edge is defined, not in the forming process.
Why do molded fiber parts misalign on automated lines?
Misalignment is often caused by edge variation. When the perimeter is inconsistent, parts do not track uniformly through lanes or seat consistently at pick, leading to shifts in position and hesitation during placement or insertion.
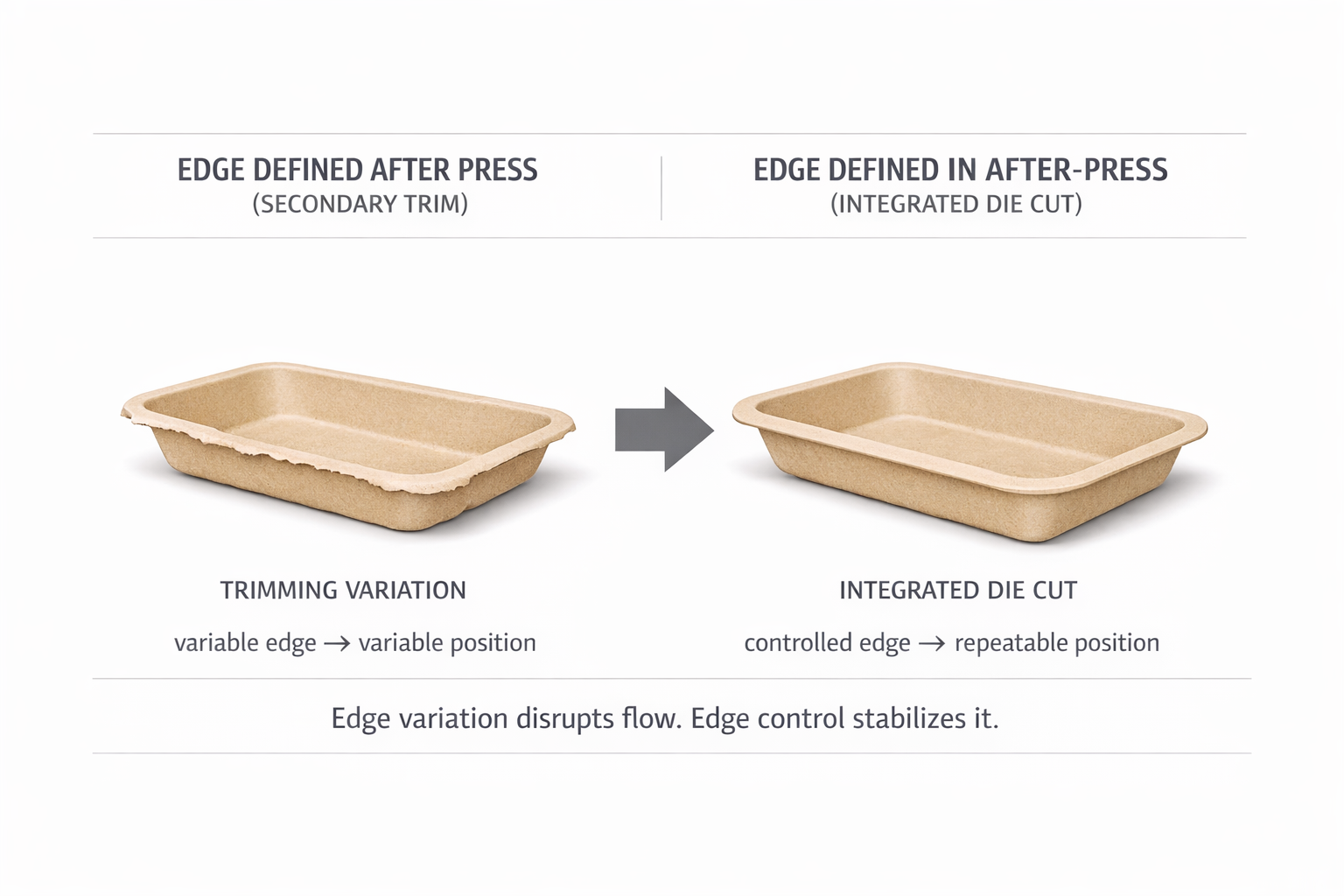
What is the difference between secondary trimming and an integrated die cut?
Secondary trimming defines the edge after the part has been released from the process, which can introduce variation. An integrated die cut in the after-press defines the edge while the part is still fixed in the tooling, resulting in a more consistent and repeatable perimeter.
When is an integrated die cut necessary in molded fiber?
An integrated die cut is necessary when the application requires consistent positioning, repeatable seating, and stable performance in automated systems, but does not justify the cost of fully integrated molding processes with matched tooling.