Edge Definition and Repeatability in Molded Fiber Parts
In molded fiber parts where the edge is finalized post forming, variation introduced during trimming directly impacts how parts behave in production—particularly in automated systems requiring repeatable positioning.
How that edge is defined—and whether it is controlled while the part is still constrained—determines performance.
Scope
This applies to molded fiber parts where the perimeter is defined post forming through trimming or die cutting.
It does not apply to processes where the edge is fully defined within the mold.
How edges are typically defined
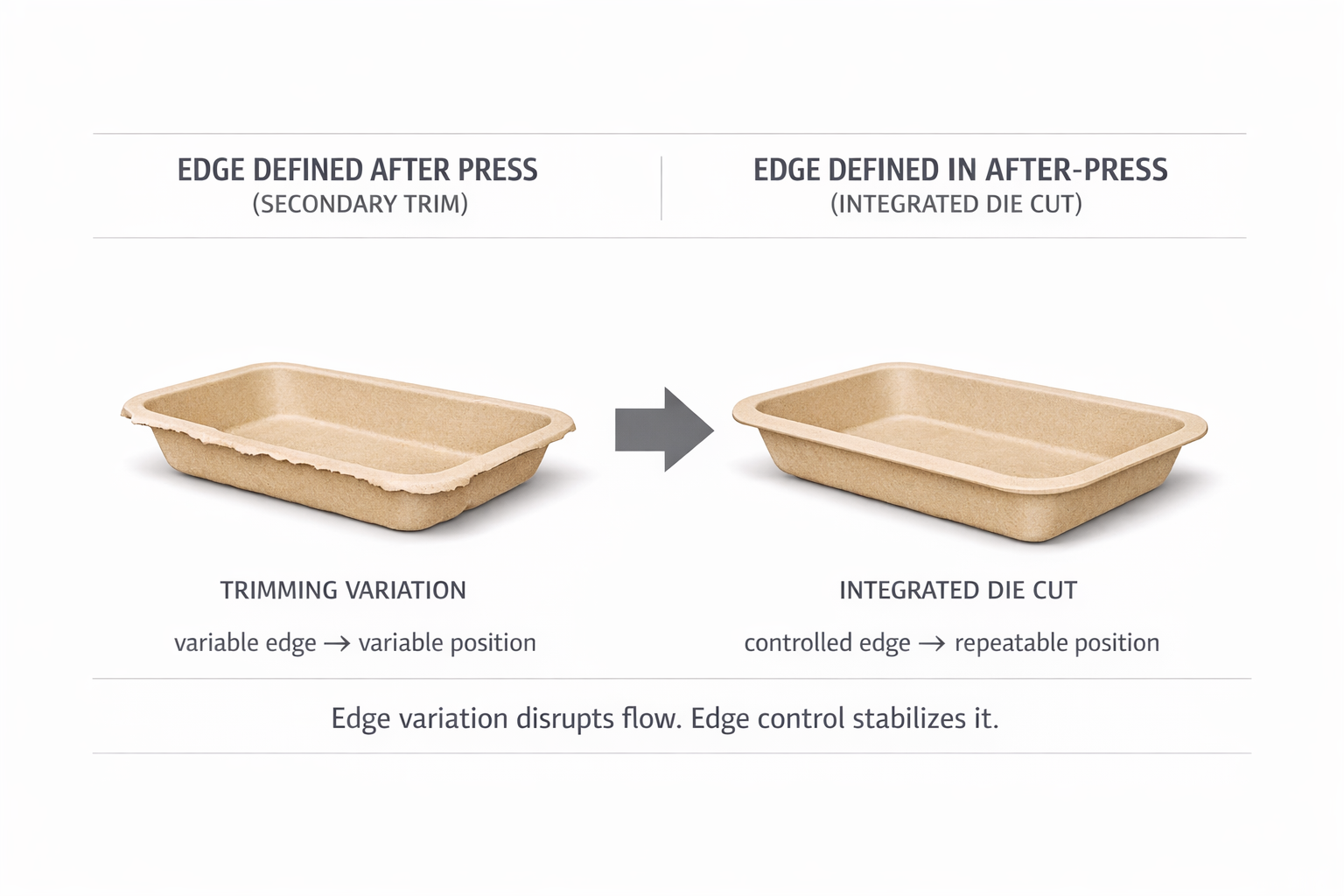
In many industrial molded fiber applications, the perimeter is defined post forming using a secondary trimming or die cutting step.
In this approach, the part is removed from the forming tool and then cut to final shape.
This is a common and effective method, but once the part is no longer constrained to the tooling, maintaining consistent positioning during edge definition becomes more dependent on downstream handling and process control.
One approach to improve control is to integrate the die cutting step into the after-press, where the part remains constrained and referenced to the tooling when the edge is defined.
Where variability enters
The edge is established during forming, but final precision is set when the perimeter is defined.
At that step, variation is introduced in:
edge condition (flash, debris, fiber pull-out, burr formation)
cut completeness and flange consistency
the need for secondary handling (e.g., partially connected parts or downstream separation)
These effects depend on how that step is executed and controlled.
When the edge is defined while the part is still constrained—such as with an integrated die in the after-press—these sources of variation can be significantly reduced or eliminated.
Why this problem exists
Many applications require:
controlled positioning
repeatable handling
stable performance in automated systems
But do not justify:
the capital investment associated with high-precision, matched tooling
As a result, the edge is defined post forming.
This makes the perimeter definition step a primary control point for part performance.
How it shows up in production
On automated lines, molded fiber trays must:
track consistently through lanes
seat consistently at pick
present a repeatable position for insertion
When variation is present at the edge:
parts shift against guides
tracking becomes inconsistent
position at pick varies
This does not always cause immediate failure.
It reduces stability.
Throughput becomes less predictable.
Intervention increases.
This applies across automated systems—from robotic pack-out to lane-fed insertion—where part position must remain consistent from one cycle to the next.
Controlling edge definition at the point where the part is still referenced helps maintain consistent tracking and positioning through the system.
What happens without control
When the edge is defined post forming without sufficient control:
variation propagates into downstream operations
positioning becomes less consistent
system stability degrades
These effects are often gradual rather than immediate.
Conclusion
Molded fiber systems do not typically fail at once.
They lose stability as variation accumulates.
In parts where the edge is finalized post forming, that variation is introduced or controlled at the perimeter.
Defining the edge while the part is still constrained—such as with an integrated die in the after-press—improves consistency at that control point and directly impacts how the part performs in production.
Q/A
Q: Is die cutting required to achieve a clean edge in molded fiber parts?
A: Not in all cases. However, in applications requiring a precision edge at volume, the perimeter is typically defined using a controlled cutting process such as die cutting. What matters is not the method alone, but whether the edge is defined under controlled, repeatable conditions.
Q: Why does edge definition matter in automated systems?
A: Automated systems depend on repeatable positioning. Variation at the edge—whether from cut quality or flange inconsistency—can affect how the part tracks, seats, and presents for insertion. Small variations at the perimeter can translate into system instability.
Q: What causes variation at the edge?
A: Variation is introduced during perimeter definition. This includes:
edge condition (flash, debris, fiber pull-out, burr formation)
cut completeness
flange consistency
The degree of variation depends on how that step is executed and controlled.
Q: Why are some parts left partially connected or require separation?
A: In some processes, parts are left partially connected to compensate for limited control during edge definition. This simplifies handling but shifts variability to downstream operations where separation occurs.
Q: How can edge variation be reduced?
A: Edge variation is reduced when the perimeter is defined while the part is still constrained and properly referenced. One approach is integrating the die cut into the after-press, which helps maintain consistent positioning during edge definition.
Q: When should edge definition be integrated into the after-press?
A: When the application requires:
repeatable positioning
stable performance in automated systems
tighter control without the cost of high-precision matched tooling
In these cases, controlling the edge at the point of definition can improve consistency.
Q: Why not just use high-precision tooling to define the edge in the mold?
A: That approach can achieve higher precision, but it comes with a significantly higher capital investment. Many applications do not justify that cost, which is why edge definition is often handled post forming.