When After-Pressing in Molded Fiber Makes Sense — And When It Doesn’t
After-pressing in molded fiber is a cost and performance decision, not a default step.
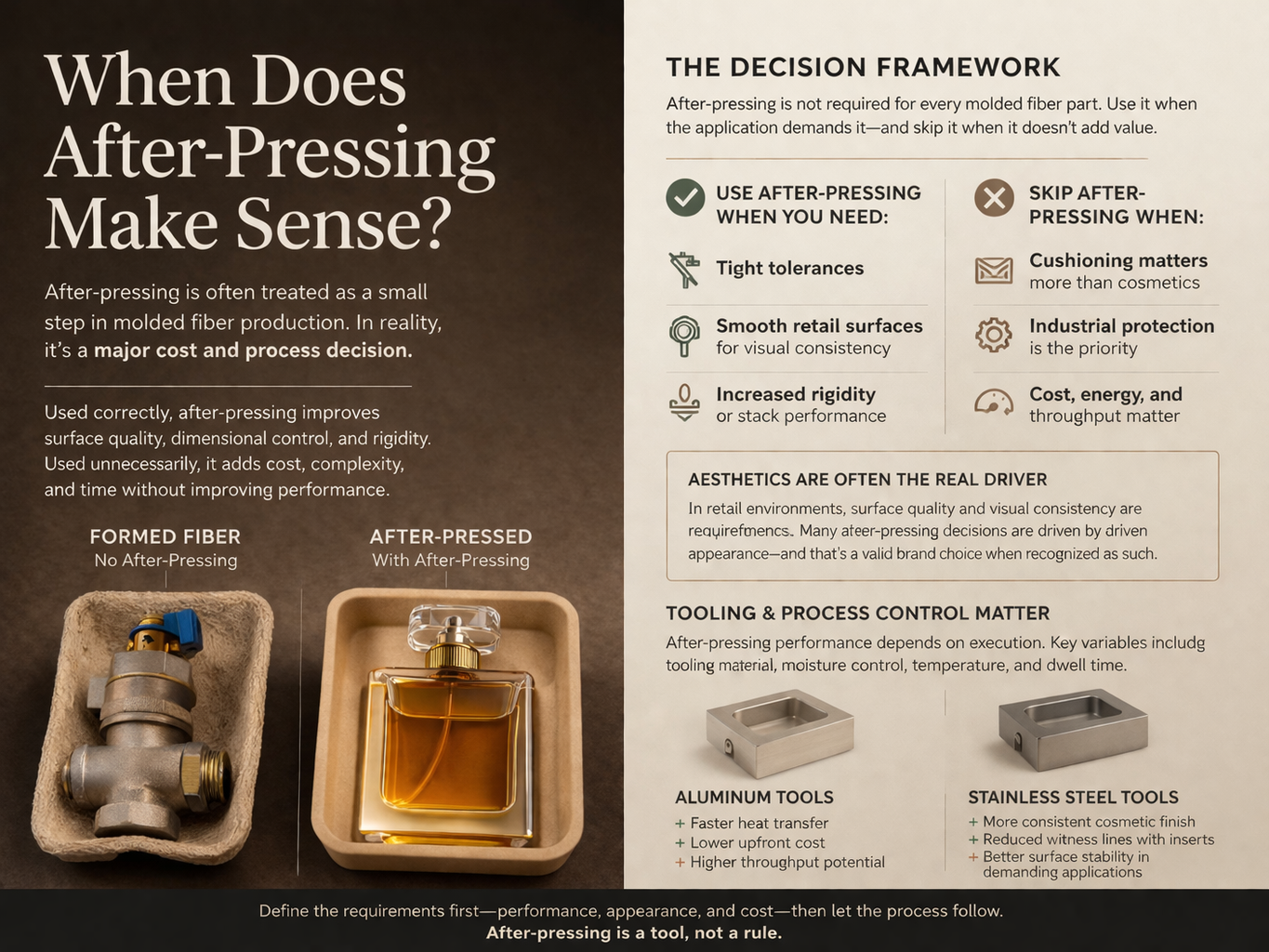
In practice, it is a major cost and process decision.
Applied correctly, it improves surface quality, dimensional control, and rigidity.
Applied unnecessarily, it adds complexity, slows production, and increases total program cost without improving functional performance.
The Real Decision: Is After-Pressing Required?
Once molded fiber is selected, the key question is not:
“Can we after-press this part?”
It is:
“Do we actually need to?”
Too often, after-pressing is specified by default rather than driven by requirements.
That assumption introduces cost early and locks it into the program.
This is why supplier selection should focus on production capability, not just process steps.
What After-Pressing Actually Changes
Adding a pressing step impacts multiple aspects of production:
Tooling complexity increases
Cycle time extends
Energy consumption rises
Throughput decreases
Program cost increases
These tradeoffs are justified only when they deliver a measurable benefit.
This is one of the ways pricing becomes unstable when unnecessary steps are introduced.
Where After-Pressing Adds Value
After-pressing is appropriate when the application requires:
Tight dimensional tolerances
Smooth, uniform surface finish
Improved rigidity or stack performance
These conditions are common in:
retail-facing packaging
premium consumer products
applications where visual consistency influences perception
In these environments, surface quality is not aesthetic preference. It is a requirement.
Where After-Pressing Adds Cost Without Benefit
In many industrial applications, after-pressing does not improve performance.
It should be avoided when:
cushioning performance is the priority
part geometry already meets functional requirements
visual appearance is not customer-facing
cost, energy use, and throughput are critical
In these cases, formed fiber often performs better due to its natural structure and energy absorption characteristics.
The Hidden Driver: Aesthetics
In practice, many after-pressing decisions are driven by appearance, not function.
That is not inherently wrong.
But it must be acknowledged.
If the requirement is visual, the cost should be justified as a brand or presentation decision, not a performance necessity.
Tooling and Process Matter More Than the Step Itself
After-pressing is not a binary choice. Its effectiveness depends on execution.
Key variables include:
Tooling Material
Aluminum tools
faster heat transfer
lower upfront cost
higher throughput potential
Stainless steel tools
more consistent cosmetic finish
reduced witness lines with inserts
better surface stability in demanding applications
Process Control
moisture content at press
dwell time
temperature consistency
These variables determine whether after-pressing delivers:
uniform surfaces
consistent geometry
repeatable output
Without control, after-pressing can introduce as much variability as it attempts to remove.
This is where process control determines whether the output is stable or not.
The Operational Reality
After-pressing is not just a design decision.
It is an operational commitment.
Once added, it affects:
line configuration
cycle efficiency
energy load
long-term cost structure
It should be evaluated accordingly.
These structural changes directly affect cost, which is why pricing becomes unstable.
Conclusion
After-pressing is a tool.
It improves performance when the application demands it.
It adds cost when it does not.
The correct sequence is simple:
Define the requirements first:
performance
appearance
cost
Then align the process.
After-pressing is not a default step.
It is a decision.
Common Questions About After-Pressing in Molded Fiber
When is after-pressing required in molded fiber?
After-pressing is required when tight tolerances, smooth surface finish, or added rigidity are necessary.
These requirements are common in retail-facing and premium packaging applications.
When should after-pressing be avoided?
After-pressing should be avoided when cushioning performance is the priority or when visual appearance is not critical.
In these cases, it adds cost without improving functional performance.
How does after-pressing affect cost?
After-pressing increases tooling complexity, cycle time, and energy consumption.
This reduces throughput and raises total program cost.
Does after-pressing improve all molded fiber parts?
No.
Its value depends on application requirements.
Used incorrectly, it adds complexity without improving performance.
What determines whether after-pressing is effective?
Tooling material, moisture control, dwell time, and temperature consistency.
Without process control, after-pressing can introduce variability instead of reducing it.